
NSE serii transportnik ze stali nierdzewnej łańcuch Z łańcuch windy odporność na zużycie
-
Podkreślić
Łańcuch windy wiadrowej ze stali nierdzewnej
,Łańcuch windy wiadrowej
,Z Odporność na zużycie łańcucha windy
-
Nazwa produktuŁańcuch przenośny ze stali
-
MateriałStal nierdzewna
-
ZastosowanieGórnictwo i hutnictwo metali
-
CechyOdporność na zużycie
-
RodzajCzęści windy wiadrowej
-
Miejsce pochodzeniaChiny
-
Nazwa handlowaWS
-
Numer modeluNSE
NSE serii transportnik ze stali nierdzewnej łańcuch Z łańcuch windy odporność na zużycie
NSE serii transportnik ze stali nierdzewnej łańcuch Z łańcuch windy odporność na zużycie
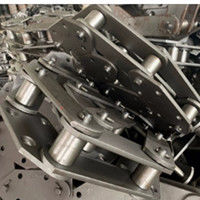
Opis łańcucha windy wiadrowej
Łańcuchy transportowe przemysłowesą uznane za wysoką wytrzymałość, łatwą instalację, trwałość, wytrzymałość oraz odporność na ciepło i rdzę.Ten wiadro łańcuch windy jest dostępny w różnych specyfikacjach, aby spełnić zróżnicowane wymagania klientów w najniższej cenie.
Łańcuch windy wiadrowej Specyfikacja:
| Model | Głupota | Szerokość sekcji wewnętrznej | Średnica zewnętrzna walca | Średnica szpilki | Długość szpilki | Szerokość płyty łańcuchowej | Gęstość płyty łańcuchowej | Płytka szerokiego łańcucha | Wymiary instalacji wiadra łańcuchowego |
| NSE200 | 100 | 51.8 | 44.5 | 19.1 | 110 | 60 | 10 | 150 | 100×105 |
| NSE300 | 100 | 57.6 | 48.5 | 22.23 | 115 | 75 | 10 | 150 | 100×105 |
| NSE400 | 125 | 67.4 | 63.5 | 31.75 | 145 | 90 | 12 | 180 | 125×130 |
| NSE500 | 125 | 75 | 70 | 35 | 170 | 100 | 16 | 180 | 125×130 |
| NSE700 | 125 | 75 | 70 | 36 | 170 | 100 | 16 | 190 | 125×130 |
| NSE800 | 150 | 80 | 78 | 38.1 | 172 | 120 | 16 | 230 | 150×170 |
| NSE1000 | 150 | 85 | 83 | 43 | 180 | 135 | 18 | 225 | 150×170 |
![]()
Łańcuch windy wiadrowej Technologia przetwarzania:
1Płyty łącznikowe
1.1 Płyty łącznikowe o grubości 16 mm lub większej cięte przez cięcie plazmowe CNC lub dużą prasę hydrauliczną, aby zapewnić gładką powierzchnię i brak małych pęknięć wpływających na wytrzymałość materiału.Płyty łącznikowe, z otworami przebitymi lub półcienkimi, przebitymi drukarką lub prasą hydraulicznąPo obróbce cieplnej,cienkie otwory frezowe przez centra obróbki CNC w celu zapewnienia, że dopasowanie do płyty łącznikowej i szpilki/rumienia może spełniać wymagania projektowe, w celu wyeliminowania odchylenia spowodowanego zmianami wymiarów w wyniku obróbki cieplnej, gwarantuje rozmiar pasma.
1.2 Płyty łącznikowe o grubości mniejszej niż 16 mm obrobione przez ciosarki; płyty łącznikowe (nie obrobione przez centrum obróbki CNC) są wstępnie cioskowane, półcioskowane, cioskowane do otworów,W sumie trzy razy uderzonePrzed montażem części łańcucha przeprowadza się proces spłaszczania płyt łącznikowych.Płyty łącznikowe frasowane przez centrum obróbki CNC są wstępnie przebiane i półfijne przebiane do otworów, są następnie obróbane przez obróbkę cieplną przez ugaszanie i hartowanie.otworu do frezowania przez centra obróbki CNC w celu zapewnienia, że dopasowanie z płytą łącznikową i szpilką/ręką może spełniać wymagania projektowe, w celu wyeliminowania odchylenia spowodowanego zmianami wymiarów w wyniku obróbki cieplnej, gwarantuje rozmiar pasma.
2Po cięciu materiału za pomocą specjalnego sprzętu, szpilka, rękaw i walcownik są obróbki obróbki maszynowej CNC i frezarki, części mają wysoką precyzję obróbki.
3. szpilka: jeden koniec jest głową molo, drugi jest płaski, średnica materiału szpilki jest większa niż rozmiar produktu gotowego,zamiast stali okrągłej ciągniętej na zimno, która jest bliższa rozmiarowi przetworzenia produktu gotowego.
4. Przetworzony szpil jest wykończony dwukrotnie specjalną obróbką cieplną, aby zapewnić, że rdzeń szpilki ma dobre właściwości mechaniczne, a powierzchnia ma wysoką twardość (twardość powierzchni HRC56 ~ 58),poprawa odporności na zużycie powierzchni szpilki.
5. rękaw: powierzchnia rękawa jest wiązania przez CNC przetwórnia,w celu usunięcia dekarburowanej warstwy powierzchni materiału i wyeliminowania wpływu niestabilnego materiału (dostawcy materiałów nie mogą zagwarantować głębokości warstwy dekarburowania)Po zakończeniu obróbki rękaw całkowitego tłumienia lub karburyzacji (HRC58 ~ 62), w celu poprawy odporności na zużycie rękaw.
6. Walcownik: W przypadku walcowania o napięciu przełomowym < 2000kN, po obróbce cieplnej całkowitego tłumienia twardość powierzchni może osiągnąć około HRC50.Włókna z stali stopowej o niskiej zawartości węgla, po obróbce powierzchniowej karburyzacji (HRC58 ~ 62) w celu poprawy ogólnej wydajności walca.
7. Wszystkie części po obróbce cieplnej poddawane są obróbce poprzez wybuchowanie obrotowe, aby wyeliminować napięcie wewnętrzne powstałe w wyniku obróbki cieplnej i usunąć zanieczyszczenia na powierzchni;jednocześnie części można sprawdzić gołym okiem, czy istnieją mikro-pęknięcia i inne wady.
8. Przed montażem wszystkie szpilki są testowane w 100% przez detektor magnetyczny, aby wyeliminować wadę w przypadku, gdy szpilka została złamana przez wadę materiału.
9Wszystkie złożone łańcuchy płyt są wyrównane poprzez wstępne rozciąganie, wykrywa się odchylenie wysokości, a odchylenie każdego łańcucha płyt jest kontrolowane w dopuszczalnym zakresie.
Nasze produkty sprzedawane są na całym świecie. Możesz być spokojny o cały proces naszych produktów.